ADC12 vs. AZ91D: Welche Druckgusslegierung sorgt für eine bessere Gewichtsreduzierung bei Elektrofahrzeugen und Elektronik?
Jede Gewichtsreduzierung des Fahrzeugs um 100 kg führt zu einer Verbesserung der Reichweite um etwa 10 %. Da die Batteriemodule bereits über 30 % der Gesamtmasse des Fahrzeugs ausmachen, liegt die Last der Gewichtsreduzierung ganz auf der Auswahl der Materialien für die Strukturkomponenten.
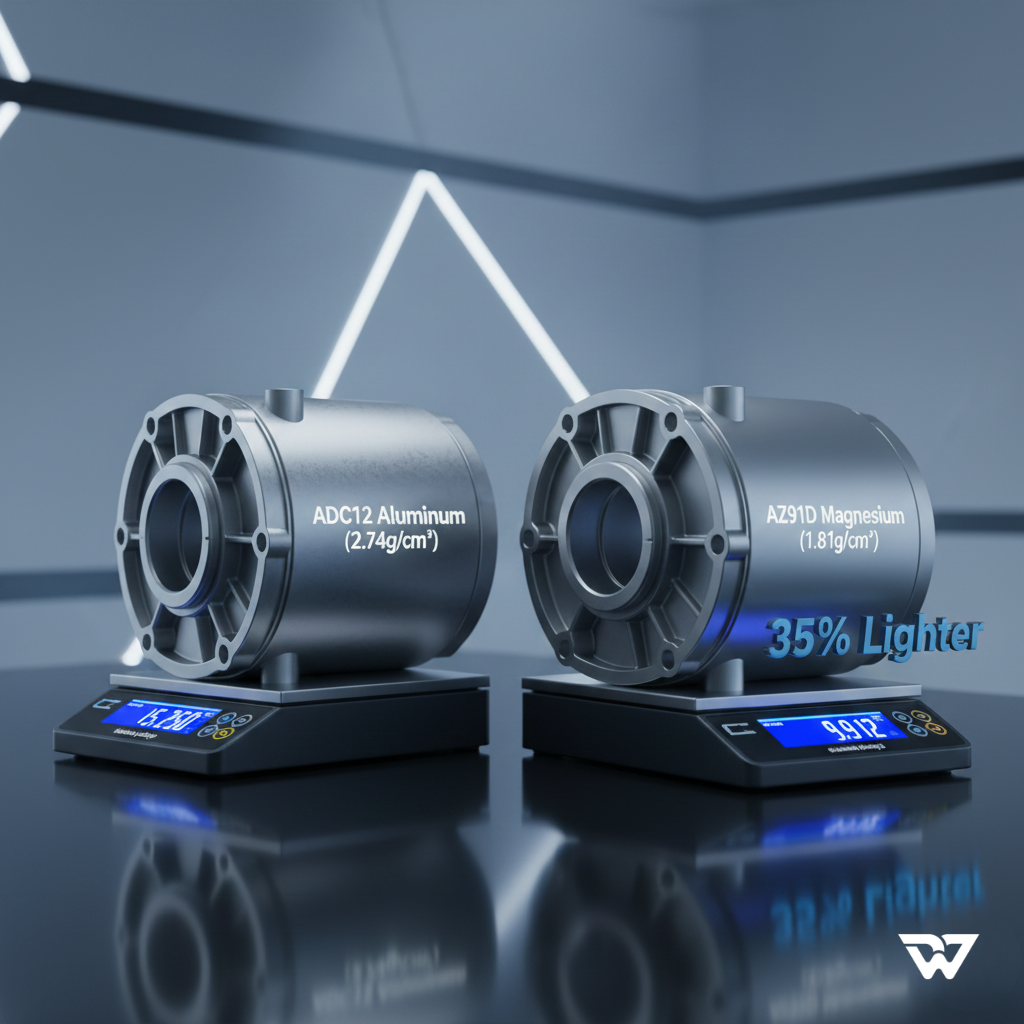
Die Aluminiumlegierung ADC12 dominiert seit langem die asiatischen Druckgussmärkte und hat sich aufgrund ihrer zuverlässigen Gießbarkeit und Kosteneffizienz als Standardmaterial für Motorgehäuse und Strukturgehäuse etabliert. Da die Ziele zur Gewichtsreduzierung jedoch an ihre Grenzen stoßen, taucht die Magnesiumlegierung AZ91D – mit einer Dichte von nur 1,74–1,81 g/cm³, die etwa 35 % leichter ist als ADC12 – nun immer häufiger auf den Shortlists der Ingenieure auf.
Dies ist keine einfache Materialsubstitution. Es erfordert eine umfassende Neubewertung der physikalischen Eigenschaften, der Druckgussprozessparameter, der Strategien zur Fehlerkontrolle und der Korrosionsbeständigkeit. Dieser Leitfaden bietet einen vollständigen technischen Vergleich, um Beschaffungsingenieuren dabei zu helfen, die richtige Materialentscheidung zu treffen, bevor die Werkzeuge bestellt werden.
ADC12 vs. AZ91D Vergleich
| Eigentum | ADC12 (Aluminium) | AZ91D (Magnesium) |
|---|---|---|
| Dichte | ~2,74 g/cm³ | ~1,74–1,81 g/cm³ |
| Zugfestigkeit | ~310 MPa | ~230 MPa |
| Gewichtsvorteil | Ausgangsbasis | ~35 % leichter |
| Schwingungsdämpfung | Mäßig | Ausgezeichnet |
| Gussverfahren | Hochdruckguss (HPDC) | HPDC / Thixomolding |
| Primäre Anwendungen | Unterhaltungselektronik, Automobilkomponenten | EV-Gehäuse, Leichtbaukonstruktionen für die Luft- und Raumfahrt |
Die Dichte ist die entscheidende Variable. Die Gewichtsreduzierung von AZ91D um etwa ein Drittel gegenüber ADC12 wirkt sich direkt auf die Reichweite und Nutzlast auf Systemebene in gewichtsrelevanten EV- und Luftfahrtanwendungen aus.
Allerdings behält ADC12 eine um etwa 35 % höhere absolute Zugfestigkeit. Bei Bauteilen, die hohen zyklischen Belastungen oder erhöhten Betriebstemperaturen ausgesetzt sind, bleibt die mechanische Toleranz von Aluminium ein legitimer technischer Vorteil.
Thixomolding vs. HPDC: Wie die Wahl des Verfahrens die Fehlerquote und die Teilequalität bestimmt
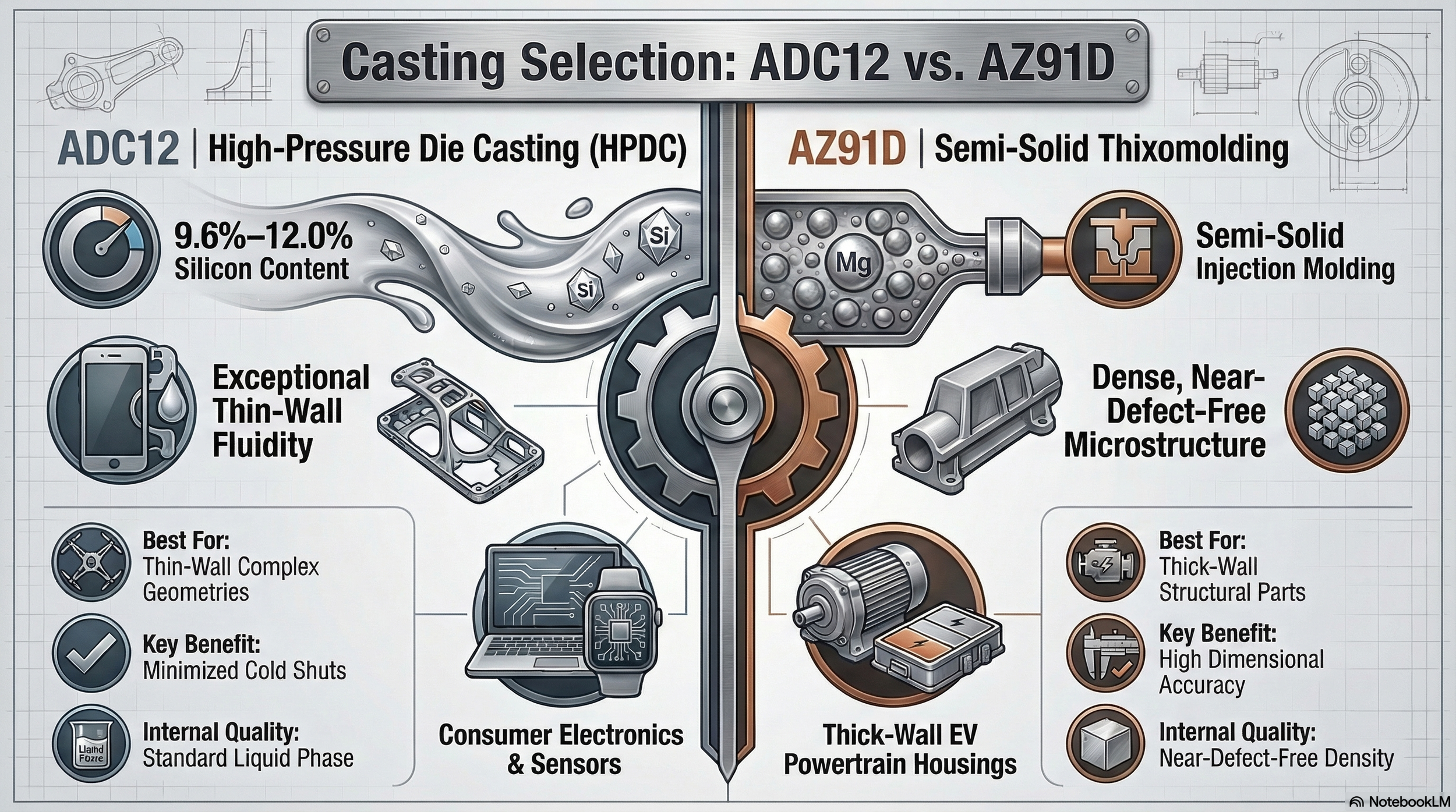
ADC12: Der Fließvorteil eines hohen Siliziumgehalts
ADC12 enthält 9,6–12,0 % Silizium, wodurch geschmolzenes Aluminium außergewöhnliche Fließeigenschaften erhält. Es füllt komplexe Geometrien und dünnwandige Hohlräume mühelos aus und minimiert so effektiv Kalteingüsse. Dies ist der Hauptgrund dafür, dass ADC12 in Asien bei Gehäusen für Unterhaltungselektronik und Präzisionssensoren dominiert.
AZ91D: Der Aufstieg des halbfesten Thixomolding
Herkömmliches Flüssigphasen-Magnesiumdruckgussverfahren neigt zu Mikroporosität in dickwandigen Abschnitten, was die strukturelle Integrität beeinträchtigt. Die Lösung der Branche ist das halbfeste Spritzgießen – Thixomolding. Im Rahmen eines halbfesten Verfahrens entwickelt AZ91D eine dichte, nahezu fehlerfreie Mikrostruktur, die sich besonders gut für dickwandige Bauteile wie EV-Antriebsstranggehäuse eignet. Dieses Verfahren liefert außerdem eine gleichbleibende Maßgenauigkeit und beseitigt damit eine der traditionellen Einschränkungen des Magnesiumgusses in Präzisionsanwendungen.
Korrosionsbeständigkeit neu denken
In der Konstruktion gilt seit langem die Erkenntnis, dass Magnesiumlegierungen in ihrer Korrosionsbeständigkeit von Natur aus Aluminium unterlegen sind und daher eine kostspielige Oberflächenbehandlung erfordern, um dies auszugleichen. Aktuelle Testdaten aus dem Bereich der EV-Antriebsstranggehäuse stellen diese Annahme jedoch infrage.
Bei neutralen Salzsprühtests an blanken, unbeschichteten dickwandigen EV-Antriebseinheitsgehäusen wurden folgende Ergebnisse erzielt:
Halbfestes, thixomoldiertes AZ91D: Korrosionsrate von 0,325 mm/Jahr
Hochdruckguss ADC12: Korrosionsrate von 0,546 mm/Jahr
Der entscheidende Faktor ist die mikrostrukturelle Dichte, nicht die Legierungszusammensetzung. Durch das Halbfließpressverfahren wird die innere Porosität deutlich reduziert und Mikrodefekte, die primären Korrosionsausgangsstellen in herkömmlichen Gussteilen, werden beseitigt. Bei Anwendung des richtigen Verfahrens ist AZ91D in der Lage, selbst in anspruchsvollen Umgebungen eine hervorragende Korrosionsbeständigkeit zu bieten.
3 kritische Risiken beim Wechsel von Druckgusslegierungen von ADC12 zu AZ91D
Ein Materialwechsel von ADC12 zu AZ91D muss bereits in der Konstruktionsphase geprüft werden, nicht erst nach dem Schneiden der Werkzeuge. Die folgenden Risiken treten am häufigsten auf:
Neukalibrierung der Schrumpfrate. Die beiden Legierungen weisen ein unterschiedliches thermisches Schrumpfverhalten auf. Die Wiederverwendung der ADC12-Werkzeuggeometrie für AZ91D ohne Neukalibrierung führt in der Regel zu einer Überschreitung der Maßtoleranzen, wodurch die Ausschussrate nach der Bearbeitung steigt.
DFM-Parameteranpassung. Wandstärke , Entformungsschrägen und Anguss-Systeme müssen für die Eigenschaften von Magnesiumlegierungen neu optimiert werden. Ohne diese Anpassungen beeinträchtigen unvollständige Füllung oder Schrumpfporosität die Teileausbeute.
Neugestaltung des Oberflächenbehandlungsprozesses. Obwohl halbfestes AZ91D eine verbesserte Korrosionsbeständigkeit des blanken Metalls aufweist, erfordern bestimmte Anwendungen dennoch eine Eloxierung oder Schutzbeschichtung. Die verfügbaren Behandlungsoptionen und die Gesamtkostenstruktur für Magnesium unterscheiden sich erheblich von denen für Aluminium und müssen frühzeitig im Konstruktionsprozess bestätigt werden.
ADC12 oder AZ91D? Wie Sie die richtige Entscheidung für das richtige Druckgussmaterial für Ihre Anwendung treffen
ADC12 und AZ91D haben jeweils einen unersetzlichen technischen Wert in ihren jeweiligen Anwendungsbereichen. Die Entscheidung für ein bestimmtes Material hängt letztendlich von der Prozesstechnologie und den technischen Überlegungen in der Konstruktionsphase ab und nicht allein von den Legierungsspezifikationen.
Wenn Sie ein Programm zur Gewichtsreduzierung für EV-Strukturkomponenten oder Elektronikgehäuse evaluieren, steht Ihnen das Ingenieurteam von Teamsworld bereits in der frühesten Phase Ihres Designprozesses zur Verfügung.
FAQ – ADC12 vs. AZ91D
Frage 1: Kann AZ91D ADC12 direkt ersetzen?
Nicht ohne eine strukturierte Bewertung. Die beiden Legierungen unterscheiden sich erheblich in Bezug auf Dichte, Zugfestigkeit, thermische Schrumpfung und Prozessanforderungen. Eine direkte Substitution ohne DFM-Neubewertung und Neukalibrierung der Werkzeuge führt in der Regel zu Maßabweichungen oder strukturellen Mängeln.
Frage 2: Welche Legierung eignet sich besser für Gehäuse von Elektrofahrzeugantrieben?
Für Anwendungen, bei denen Gewichtsreduzierung das Hauptziel ist, bietet das halbfeste, thixomoldierte AZ91D eine überzeugende Kombination aus 35 % Gewichtsreduzierung und hervorragender Korrosionsbeständigkeit des blanken Metalls. Wenn Bauteile extremen mechanischen Belastungen standhalten müssen, ist die höhere absolute Zugfestigkeit von ADC12 ein klarer Vorteil.
Frage 3: Ist Thixomolding deutlich teurer als herkömmliches Druckgussverfahren?
Die Anschaffungskosten für Anlagen und die Kosten für die Prozessqualifizierung sind höher. Allerdings können die verbesserte Ausbeute und der geringere Nachbearbeitungsaufwand diesen Mehrpreis teilweise ausgleichen. Vor einer endgültigen Beschaffungsentscheidung wird eine vollständige Analyse der Gesamtbetriebskosten (TCO) empfohlen, bei der Ausschussquoten, Nachbearbeitungskosten und Kosten für die Oberflächenbehandlung berücksichtigt werden.