ADC12 frente a AZ91D: ¿qué aleación de fundición a presión ofrece una mayor ligereza para los vehículos eléctricos y los dispositivos electrónicos?
Cada reducción de 100 kg en el peso del vehículo supone una mejora aproximada del 10 % en la autonomía. Dado que los módulos de batería ya representan más del 30 % de la masa total del vehículo, la responsabilidad de reducir el peso recae directamente en la selección de los materiales de los componentes estructurales.
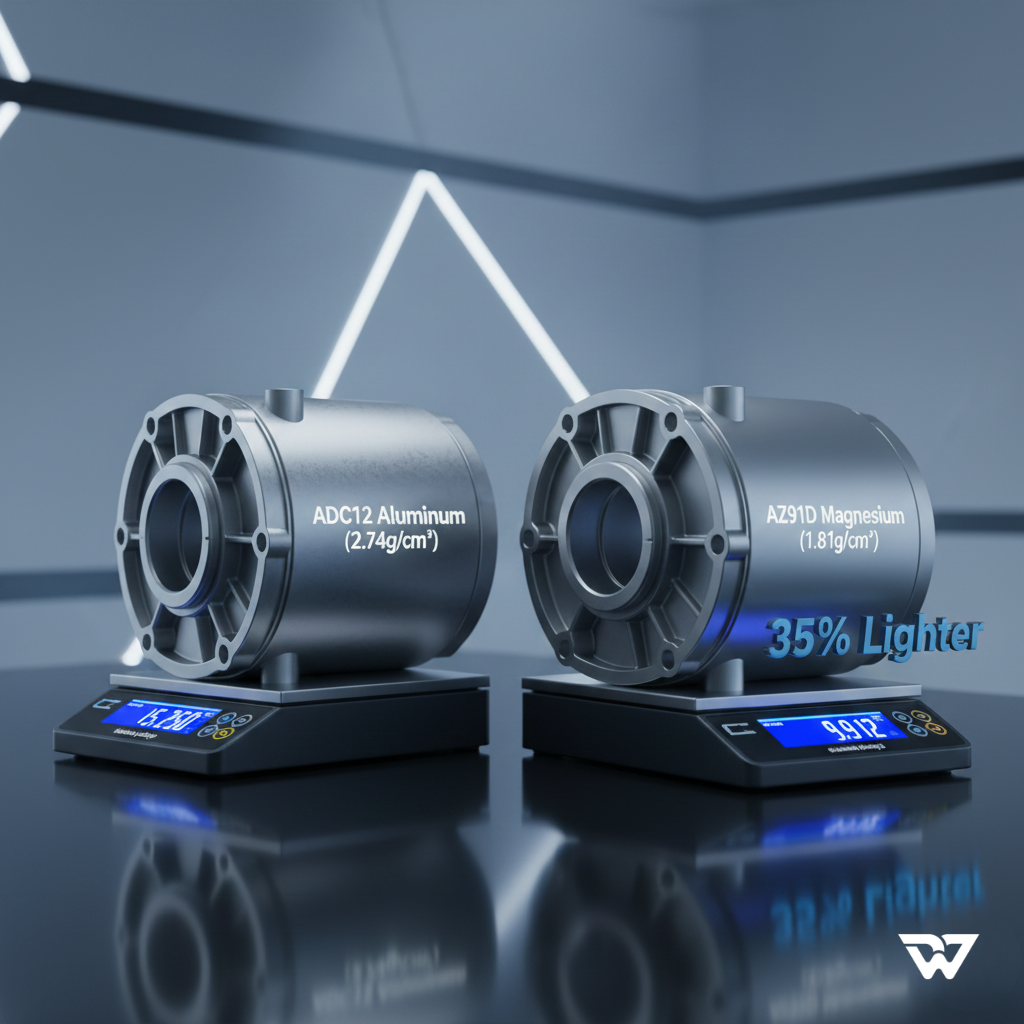
La aleación de aluminio ADC12 ha dominado durante mucho tiempo los mercados asiáticos de fundición a presión, ganándose su posición como material predeterminado para carcasas de motores y recintos estructurales gracias a su fiable capacidad de fundición y su rentabilidad. Sin embargo, a medida que los objetivos de reducción de peso se acercan a sus límites, la aleación de magnesio AZ91D, con una densidad de solo 1,74-1,81 g/cm³, aproximadamente un 35 % más ligera que la ADC12, está apareciendo ahora en más listas de selección de ingeniería.
No se trata de una simple sustitución de materiales. Exige una reevaluación exhaustiva de las propiedades físicas, los parámetros del proceso de fundición a presión, las estrategias de control de defectos y la resistencia a la corrosión. Esta guía ofrece una comparación técnica completa para ayudar a los ingenieros de compras a tomar la decisión correcta sobre los materiales antes de comprometerse con las herramientas.
Comparación entre ADC12 y AZ91D
| Propiedad | ADC12 (aluminio) | AZ91D (magnesio) |
|---|---|---|
| Densidad | ~2,74 g/cm³ | ~1,74–1,81 g/cm³ |
| Resistencia a la tracción | ~310 MPa | ~230 MPa |
| Ventaja de peso | Línea de base | ~35 % más ligero |
| Amortiguación de vibraciones | Moderado | Excelente |
| Proceso de fundición | Fundición a alta presión (HPDC) | HPDC / Tixomoldeo |
| Aplicaciones principales | Electrónica de consumo, componentes automovilísticos | Carcasas para vehículos eléctricos, estructuras ligeras para la industria aeroespacial |
La densidad es la variable decisiva. La reducción de peso de aproximadamente un tercio del AZ91D con respecto al ADC12 se traduce directamente en ganancias de alcance y carga útil a nivel del sistema en aplicaciones eléctricas y aeroespaciales en las que el peso es un factor crítico.
Dicho esto, el ADC12 conserva aproximadamente un 35 % más de resistencia a la tracción absoluta. Para los componentes estructurales sometidos a tensiones de ciclo alto o temperaturas de funcionamiento elevadas, el margen mecánico del aluminio sigue siendo una ventaja técnica legítima.
Tixomoldeo frente a HPDC: cómo la elección del proceso determina la tasa de defectos y la calidad de las piezas
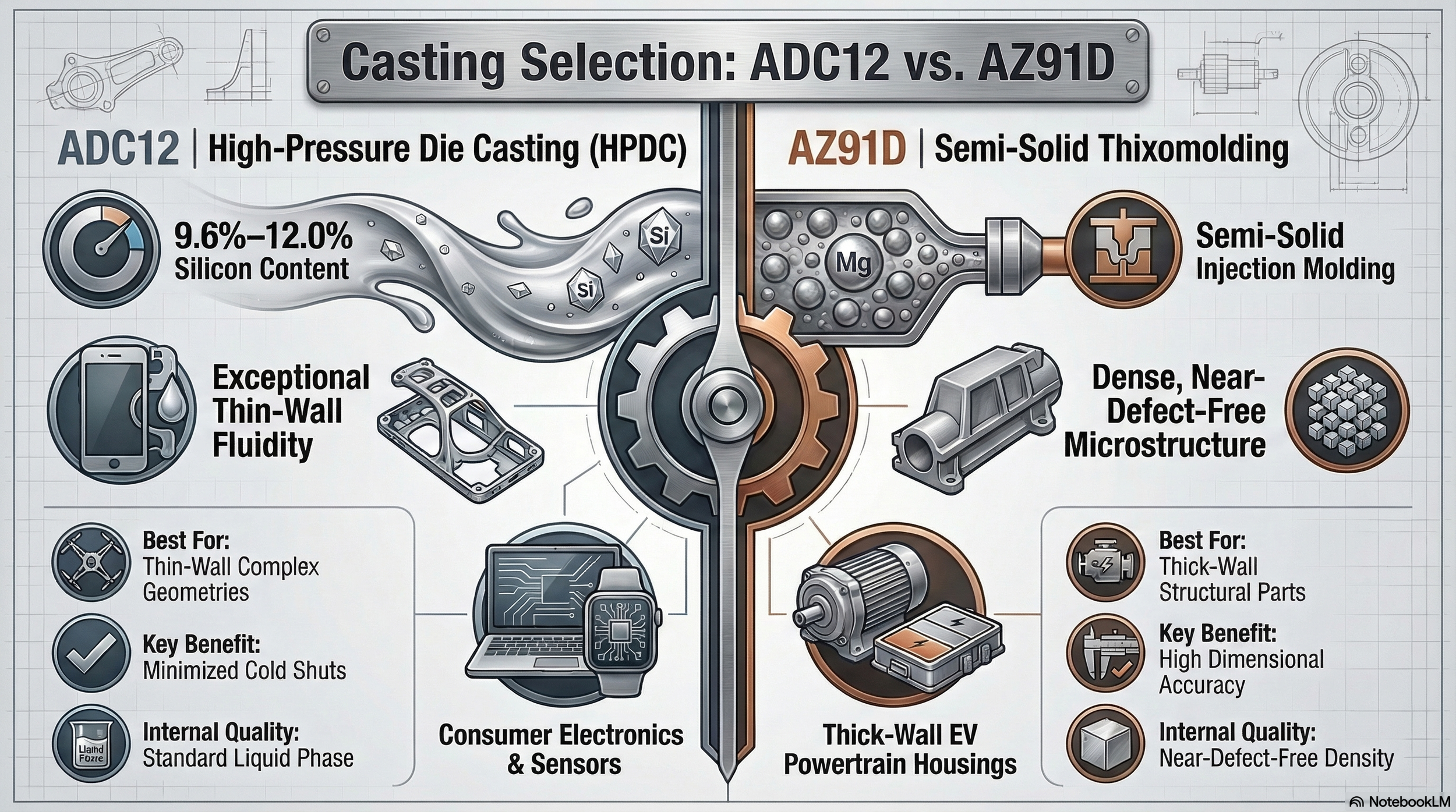
ADC12: La ventaja de la fluidez del alto contenido en silicio
El ADC12 contiene entre un 9,6 % y un 12,0 % de silicio, lo que confiere al aluminio fundido unas características de fluidez excepcionales. Rellena con facilidad geometrías complejas y cavidades de paredes delgadas, minimizando eficazmente los cierres en frío. Esta es la razón fundamental por la que el ADC12 ha dominado las carcasas de los aparatos electrónicos de consumo y las carcasas de sensores de precisión en toda Asia.
AZ91D: El auge del moldeo tixotrópico semisólido
El moldeo a presión de magnesio en fase líquida convencional es propenso a la microporosidad en secciones de paredes gruesas, lo que compromete la integridad estructural. La solución industrial es el moldeo por inyección semisólido: el tixomoldeo. En un proceso semisólido, el AZ91D desarrolla una microestructura densa y casi libre de defectos que es especialmente adecuada para componentes estructurales de paredes gruesas, como las carcasas de los sistemas de propulsión de los vehículos eléctricos. Este proceso también ofrece una precisión dimensional constante, lo que soluciona una de las limitaciones tradicionales de la fundición de magnesio en aplicaciones de precisión.
Reconsiderando la resistencia a la corrosión
La sabiduría convencional en ingeniería ha sostenido durante mucho tiempo que las aleaciones de magnesio son intrínsecamente inferiores al aluminio en cuanto a resistencia a la corrosión, lo que requiere un costoso tratamiento superficial para compensarlo. Los datos de pruebas recientes de aplicaciones en carcasas de trenes de potencia de vehículos eléctricos cuestionan esa suposición.
En las pruebas de niebla salina neutra realizadas con carcasas de unidades de accionamiento EV sin recubrimiento y de pared gruesa, los resultados fueron los siguientes:
AZ91D tixomoldeado semisólido: índice de corrosión de 0,325 mm/año.
Fundición a presión alta ADC12: índice de corrosión de 0,546 mm/año.
El factor determinante es la densidad microestructural, no la identidad de la aleación. El conformado semisólido reduce significativamente la porosidad interna y elimina los microdefectos, que son los principales puntos de inicio de la corrosión en las piezas fundidas convencionales. Cuando se aplica el proceso adecuado, el AZ91D es totalmente capaz de ofrecer una resistencia superior a la corrosión, incluso en entornos exigentes.
3 riesgos críticos al cambiar las aleaciones de fundición a presión de ADC12 a AZ91D
La transición de material de ADC12 a AZ91D debe evaluarse en la fase de diseño, no después de cortar las herramientas. Los riesgos más frecuentes son los siguientes:
Recalibración de la tasa de contracción. Las dos aleaciones presentan un comportamiento de contracción térmica diferente. La reutilización de la geometría de las herramientas ADC12 para AZ91D sin recalibración suele dar lugar a un exceso de tolerancia dimensional, lo que aumenta las tasas de desechos tras el mecanizado.
Ajuste de parámetros DFM. El espesor de las paredes , los ángulos de desmoldeo y los sistemas de entrada deben volver a optimizarse para adaptarse a las características de la aleación de magnesio. Sin estos ajustes, el llenado incompleto o la porosidad por contracción degradarán el rendimiento de las piezas.
Reajuste del proceso de tratamiento superficial. Aunque el AZ91D semisólido presenta una mayor resistencia a la corrosión del metal desnudo, ciertas aplicaciones siguen requiriendo anodizado o recubrimiento protector. Las opciones de tratamiento disponibles y la estructura de costes totales para el magnesio difieren sustancialmente de las del aluminio y deben confirmarse en una fase temprana del proceso de diseño.
¿ADC12 o AZ91D? Cómo tomar la decisión correcta sobre el material de fundición a presión para su aplicación
ADC12 y AZ91D tienen un valor técnico insustituible en sus respectivos ámbitos. El resultado de la elección de un material depende en última instancia de la tecnología del proceso y de las decisiones técnicas tomadas en la fase de diseño, y no solo de las especificaciones de la aleación.
Si está evaluando un programa de aligeramiento para componentes estructurales de vehículos eléctricos o carcasas electrónicas, el equipo de ingeniería de Teamsworld está listo para participar desde la fase más temprana de su proceso de diseño.
Preguntas frecuentes: ADC12 frente a AZ91D
P1: ¿Puede el AZ91D sustituir directamente al ADC12?
No sin una evaluación estructurada. Las dos aleaciones difieren significativamente en densidad, resistencia a la tracción, contracción térmica y requisitos de proceso. Una sustitución directa sin una reevaluación del DFM y una recalibración de las herramientas suele dar lugar a incumplimientos dimensionales o deficiencias estructurales.
P2: ¿Qué aleación es más adecuada para las carcasas de los sistemas de propulsión de los vehículos eléctricos?
Para aplicaciones en las que el objetivo principal es la ligereza, el AZ91D semisólido moldeado por tixomoldeo ofrece una atractiva combinación de reducción de peso del 35 % y una resistencia superior a la corrosión del metal desnudo. Cuando los componentes deben soportar tensiones mecánicas extremas, la mayor resistencia a la tracción absoluta del ADC12 sigue siendo una ventaja clara.
P3: ¿El thixomolding es significativamente más caro que el moldeo a presión convencional?
Los costes iniciales de equipamiento y cualificación de procesos son más elevados. Sin embargo, la mejora del rendimiento y la reducción de los requisitos de posprocesamiento pueden compensar parcialmente este sobrecoste. Se recomienda realizar un análisis completo del coste total de propiedad (TCO), teniendo en cuenta las tasas de desechos, las operaciones secundarias y los costes de tratamiento de superficies, antes de tomar una decisión definitiva sobre el abastecimiento.