ADC12 vs. AZ91D: Which Die Casting Alloy Delivers Better Lightweighting for EV and Electronics?
Every 100 kg reduction in vehicle weight delivers roughly 10% improvement in driving range. With battery modules already accounting for over 30% of the total vehicle mass, the lightweighting burden falls squarely on the selection of structural component materials.
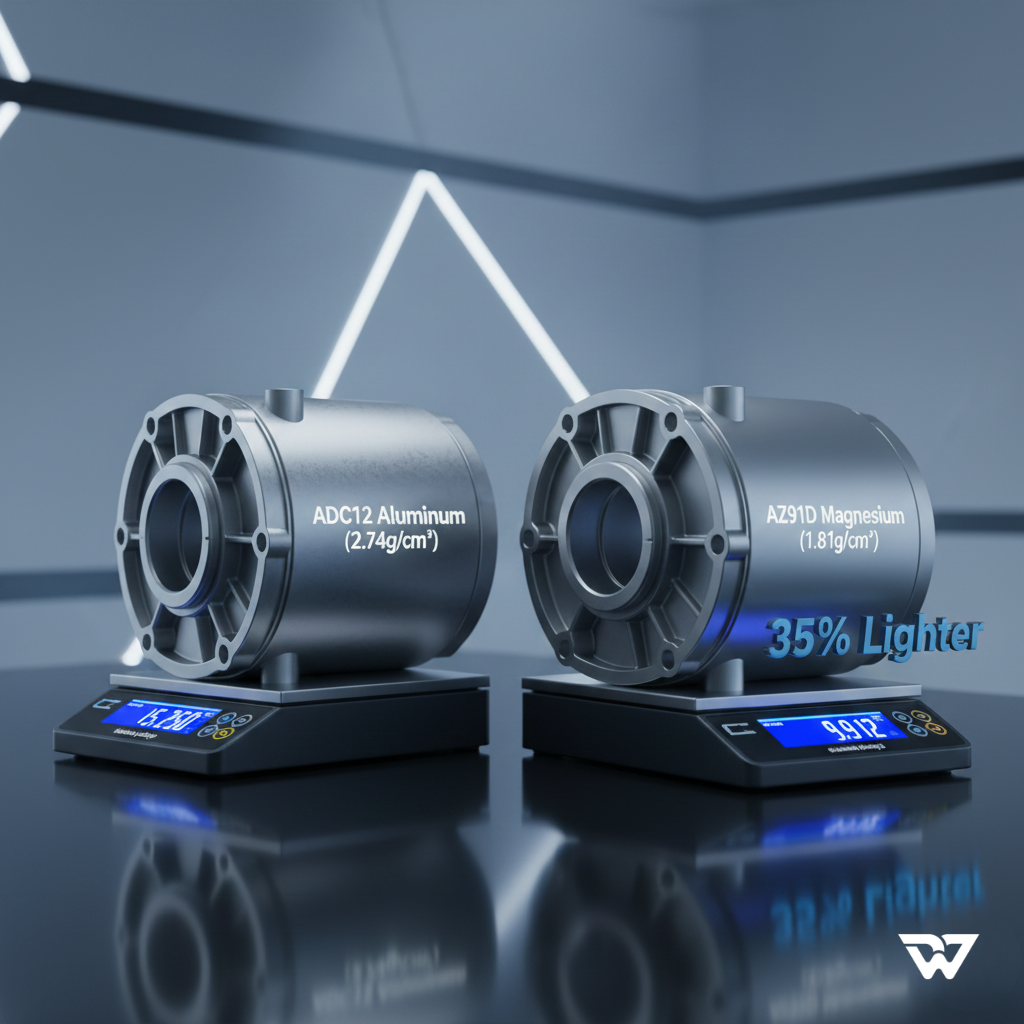
ADC12 aluminum alloy has long dominated Asian die-casting markets, earning its position as the default material for motor housings and structural enclosures through its reliable castability and cost efficiency. But as weight reduction targets push toward their limits, AZ91D magnesium alloy — with a density of just 1.74–1.81 g/cm³, approximately 35% lighter than ADC12 — is now appearing on more engineering shortlists.
This is not a straightforward material substitution. It demands a comprehensive re-evaluation of physical properties, die casting process parameters, defect control strategies, and corrosion resistance. This guide provides a complete technical comparison to help procurement engineers make the right material decision before tooling is committed.
ADC12 vs. AZ91D Comparison
| Property | ADC12 (Aluminum) | AZ91D (Magnesium) |
|---|---|---|
| Density | ~2.74 g/cm³ | ~1.74–1.81 g/cm³ |
| Tensile Strength | ~310 MPa | ~230 MPa |
| Weight Advantage | Baseline | ~35% lighter |
| Vibration Damping | Moderate | Excellent |
| Casting Process | High Pressure Die Casting (HPDC) | HPDC / Thixomolding |
| Primary Applications | Consumer electronics, automotive components | EV housings, aerospace lightweight structures |
Density is the decisive variable. AZ91D's roughly one-third weight reduction over ADC12 translates directly into system-level range and payload gains in weight-critical EV and aerospace applications.
That said, ADC12 retains approximately 35% higher absolute tensile strength. For structural components subjected to high-cycle stress or elevated operating temperatures, aluminum's mechanical margin remains a legitimate engineering advantage.
Thixomolding vs. HPDC: How Process Choice Determines Defect Rate and Part Quality
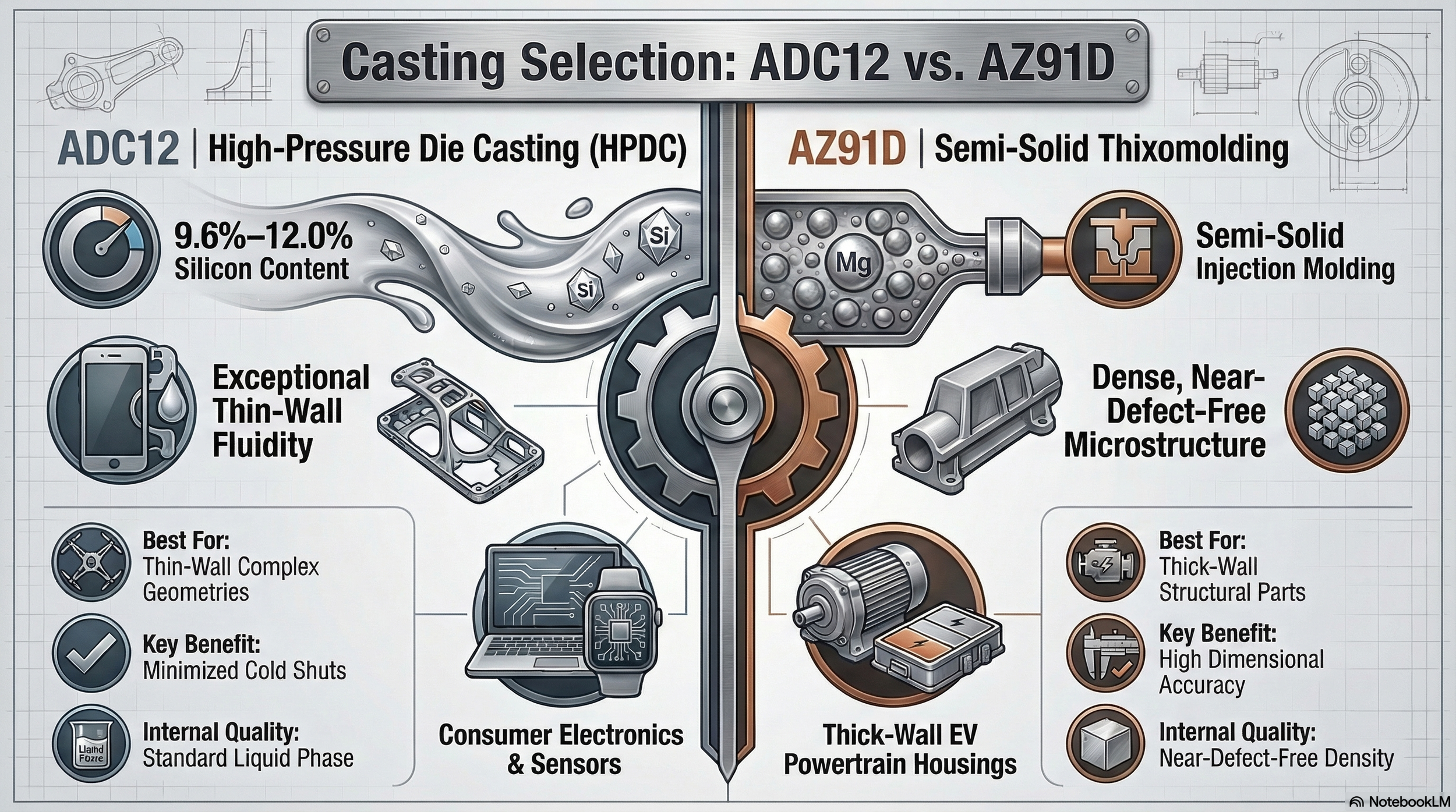
ADC12: The Fluidity Advantage of High Silicon Content
ADC12 contains 9.6–12.0% silicon, which gives molten aluminum exceptional flow characteristics. It fills complex geometries and thin-wall cavities with ease, effectively minimizing cold shuts. This is the foundational reason ADC12 has dominated consumer electronics enclosures and precision sensor housings across Asia.
AZ91D: The Rise of Semi-Solid Thixomolding
Conventional liquid-phase magnesium die casting is prone to micro-porosity in thick-walled sections, compromising structural integrity. The industry solution is semi-solid injection molding — Thixomolding. Under a semi-solid process, AZ91D develops a dense, near-defect-free microstructure that is particularly well-suited to thick-wall structural components such as EV powertrain housings. This process also delivers consistent dimensional accuracy, addressing one of the traditional limitations of magnesium casting in precision applications.
Rethinking Corrosion Resistance
Conventional engineering wisdom has long held that magnesium alloys are inherently inferior to aluminum in corrosion resistance, requiring expensive surface treatment to compensate. Recent test data from EV powertrain housing applications challenge that assumption.
In neutral salt spray testing of bare, uncoated thick-wall EV drive unit housings, the results were as follows:
Semi-solid Thixomolded AZ91D: corrosion rate of 0.325 mm/y
High-pressure die cast ADC12: corrosion rate of 0.546 mm/y
The determining factor is microstructural density, not alloy identity. Semi-solid forming significantly reduces internal porosity and eliminates micro-defects, the primary corrosion initiation sites in conventional castings. When the right process is applied, AZ91D is fully capable of delivering superior corrosion resistance even in demanding environments.
3 Critical Risks When Switching Die Casting Alloys from ADC12 to AZ91D
A material transition from ADC12 to AZ91D must be evaluated at the design stage, not after tooling is cut. The following risks are most frequently encountered:
Shrinkage Rate Recalibration. The two alloys exhibit different thermal shrinkage behavior. Reusing ADC12 tooling geometry for AZ91D without recalibration typically results in dimensional tolerance exceedance, increasing post-machining scrap rates.
DFM Parameter Adjustment. Wall thickness, draft angles, and gating systems must be re-optimized for magnesium alloy characteristics. Without these adjustments, incomplete fill or shrinkage porosity will degrade part yield.
Surface Treatment Process Realignment. Although semi-solid AZ91D demonstrates improved bare-metal corrosion resistance, certain applications still require anodizing or protective coating. The available treatment options and total cost structure for magnesium differ substantially from aluminum and must be confirmed early in the design process.
ADC12 or AZ91D? How to Make the Right Die Casting Material Decision for Your Application
ADC12 and AZ91D each hold irreplaceable engineering value in their respective domains. The outcome of a material selection decision is ultimately determined by process technology and the engineering judgments made at the design stage, not by the alloy specification alone.
If you are evaluating a lightweighting program for EV structural components or electronics enclosures, Teamsworld's engineering team is ready to engage at the earliest stage of your design process.
FAQ - ADC12 vs. AZ91D
Q1: Can AZ91D directly replace ADC12?
Not without a structured evaluation. The two alloys differ significantly in density, tensile strength, thermal shrinkage, and process requirements. A direct substitution without DFM reassessment and tooling recalibration will typically result in dimensional non-conformance or structural deficiencies.
Q2: Which alloy is better suited for EV powertrain housings?
For applications where lightweighting is the primary objective, semi-solid Thixomolded AZ91D offers a compelling combination of 35% weight reduction and superior bare-metal corrosion resistance. Where components must withstand extreme mechanical stress, ADC12's higher absolute tensile strength retains a distinct advantage.
Q3: Is Thixomolding significantly more expensive than conventional die casting?
Initial capital equipment and process qualification costs are higher. However, yield improvement and reduced post-processing requirements can partially offset this premium. A full Total Cost of Ownership (TCO) analysis, factoring in scrap rates, secondary operations, and surface treatment costs, is recommended before a final sourcing decision is made.